
Il costo invisibile di produrre tante varianti: coordinare il flusso fisico dei lotti. Il caso del settore valvole.
14 Maggio 2026Nelle fabbriche che producono tante varianti in piccole serie il vero costo nascosto non è la macchina ferma, ma l’ordine fermo. Più aumentano codici, routing e urgenze, più cresce il costo di coordinamento necessario per capire dove sono i lotti, a che punto sono e cosa rischia ritardo: una parte significativa del lead time non è lavorazione, ma attesa, ricerca di informazioni e ripianificazione. ERP e MES non vedono il flusso fisico dei lotti e lasciano scoperto proprio il livello dove si genera questo costo. Un sistema di gestione del flusso fisico copre questo gap, riducendo il coordinamento manuale e liberando puntualità, WIP e capacità produttiva. Il caso applicativo è il settore delle valvole industriali.
Il contesto produttivo del settore valvole
Il settore delle valvole industriali presenta caratteristiche che lo rendono particolarmente complesso da gestire sul piano operativo. La maggior parte delle aziende italiane di questo comparto lavora su commessa, con cataloghi che possono contare diverse migliaia di codici attivi tra prodotti finiti, varianti e ricambi. Una stessa famiglia di valvole può generare decine di configurazioni diverse, ognuna con un proprio ciclo di lavorazione.
A questa complessità di prodotto si aggiunge una complessità di processo altrettanto significativa. Il ciclo produttivo tipico attraversa fusione, lavorazioni meccaniche su torni e centri di lavoro, trattamenti termici e superficiali, controlli, assemblaggio, e collaudo. Molti passaggi escono e rientrano dallo stabilimento più volte. I lead time sono spesso lunghi e il mix produttivo combina ordini ripetitivi con commesse speciali ad alta personalizzazione e urgenze frequenti.
In questo contesto il problema operativo più rilevante non è quasi mai la capacità produttiva in senso stretto. Il problema è il coordinamento di questi flussi di ordini che seguono percorsi distinti. Più aumentano varianti, urgenze e routing differenti, più aumenta in modo non lineare il caos operativo. E in molte fabbriche del settore una parte enorme del tempo e delle risorse viene spesa semplicemente per capire dove sono i lotti, a che punto sono realmente, cosa è fermo, cosa manca, cosa rischia ritardo.
Come si ricostruisce oggi lo stato della fabbrica
Lo stato reale degli ordini viene ricostruito spesso attraverso telefonate, file Excel paralleli al gestionale, riunioni di allineamento, messaggi tra capi reparto e giri fisici nei reparti per vedere con i propri occhi. Il planner passa una quota significativa della giornata a rincorrere informazioni: chiama il responsabile della meccanica per sapere se i corpi della commessa critica sono usciti dalla rettifica, chiede al magazzino se sono rientrate le aste dal trattamento esterno, apre tre fogli Excel diversi per capire cosa è davvero pronto per il montaggio.
Il responsabile di produzione si muove tra i reparti perché del dato a sistema non si fida del tutto, e ha imparato che l’unico modo per essere sicuri è andare a vedere. Il customer service riceve la chiamata del cliente che vuole una data certa di consegna e non ha una risposta affidabile da dare, quindi gira la richiesta al planning, che a sua volta deve mettersi a indagare. La riunione operativa quotidiana, quella delle nove o delle dieci, spesso serve principalmente a riallineare informazioni che teoricamente dovrebbero già essere disponibili a tutti.
Il risultato è che le informazioni sono distribuite nella testa delle persone, non nel sistema. Nessuno ha una vista realmente aggiornata e completa della situazione. E il management scopre i problemi solo quando il ritardo è già evidente, di solito quando il cliente alza il telefono o quando il commerciale segnala che la consegna promessa non è più sostenibile. A quel punto recuperare costa molto più che prevenire.
“Nella manifattura ad alta variabilità il vero costo nascosto non è la macchina ferma, è l’ordine fermo.”
Perché ERP e MES da soli non risolvono il problema
È una domanda legittima: in molte di queste aziende l’ERP è presente da anni, in diverse è stato introdotto anche un MES sulle macchine principali. Perché allora la visibilità reale resta carente? La ragione è strutturale. L’ERP registra avanzamenti dichiarati, non flussi fisici. Sa che una fase è stata chiusa a sistema, ma non sa dove si trovi fisicamente il lotto in quel momento, né da quanto tempo sia fermo in attesa della fase successiva. Le dichiarazioni di avanzamento, quando sono manuali, arrivano spesso a fine turno o a fine giornata, e nel frattempo la fotografia del sistema è disallineata dalla realtà. Il MES, dal canto suo, monitora lo stato della macchina: se sta lavorando, se è in setup, se è ferma. Risponde alla domanda “la macchina sta producendo?”, non alla domanda “dove si sta fermando il lotto?”.
Nelle produzioni high-mix low-volume queste due domande hanno risposte molto diverse. Le attese tra una fase e l’altra, i tempi di permanenza nei buffer intermedi, i giorni passati in attesa di un componente per chiudere un assemblaggio, le settimane trascorse presso fornitori esterni di trattamenti senza una visibilità reale sul rientro: tutto questo resta sostanzialmente invisibile ai sistemi tradizionali. Eppure, è proprio qui che si genera la maggior parte del lead time.
Dove si genera realmente il lead time
| Componente del lead time | Incidenza tipica | Visibile a sistema? |
|---|---|---|
| Tempo a valore aggiunto (lavorazione effettiva) | 10–25% | Sì (MES) |
| Attese tra fasi, code, buffer interni | 30–45% | No |
| Trattamenti esterni e movimentazioni | 15–25% | Parziale |
| Ricerca informazioni, ripianificazioni, attese componenti | 15–25% | No |
Misurando seriamente il tempo che una commessa passa in stabilimento, dall’ingresso del grezzo alla spedizione, il tempo a valore aggiunto, ovvero quello in cui il pezzo viene effettivamente lavorato o assemblato, rappresenta tipicamente una frazione contenuta del totale. Il resto è coda, attesa di componenti, trasporto interno, ricerca di informazioni, ripianificazioni. È in questa parte invisibile che si nasconde il costo vero.
Cosa risponde ciascun sistema
| Domanda operativa | ERP | MES | Flow Mgmt System |
|---|---|---|---|
| La fase è dichiarata chiusa? | Sì | Sì | Sì |
| La macchina sta lavorando? | No | Sì | Sì |
| Dove si trova fisicamente il lotto adesso? | No | No | Sì |
| Da quanto tempo il lotto è fermo? | No | No | Sì |
| Quali ordini stanno andando in ritardo? | Solo a consuntivo | No | Sì, con alert |
| Storico reale dei tempi di attraversamento? | No | Parziale | Sì |
Cosa fa, in concreto, un sistema di gestione del flusso fisico
Un Flow Management System non sostituisce ERP e MES e non vuole farlo. Copre il livello che oggi nella maggior parte delle fabbriche di valvole non è coperto da nessuno: il flusso fisico reale dei lotti, dalla materia prima alla spedizione, inclusi i passaggi presso terzisti.
In termini operativi significa diverse cose. Tracciamento e localizzazione automatica dei lotti tramite tecnologie RTLS, riducendo la dipendenza dalle dichiarazioni manuali. Visibilità in tempo reale della posizione e dello stato di ogni commessa, accessibile a planning, produzione, logistica e customer service senza bisogno di chiedere o telefonare. Una mappa digitale del flusso produttivo che mostra dove sono i lotti, da quanto tempo sono fermi in ciascun punto, quale è la prossima fase prevista. Identificazione automatica delle attese anomale rispetto allo storico, che è ben diverso dai tempi standard caricati a sistema. Alert sugli ordini a rischio prima che il ritardo diventi conclamato. Storico reale dei passaggi, che permette finalmente di analizzare i veri colli di bottiglia, che spesso non coincidono con quelli percepiti.

identificazione univoca del lotto e tracciamento automatico, senza dichiarazioni manuali.
Sensori di tipo “Air Tag” rilevano i passaggi dei lotti tra le stazioni: nessun inserimento manuale dei dati.
Mappa digitale dello stabilimento con posizione dei lotti in tempo reale e tempi di permanenza per stazione.

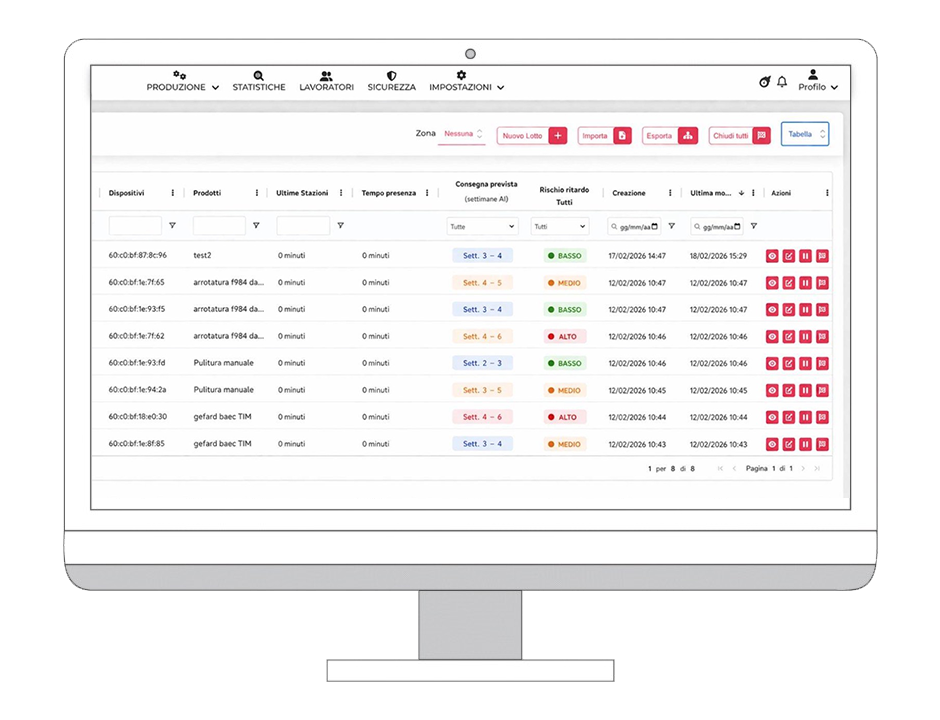
Vista lotti in produzione: stato, ultima stazione, tempo di presenza, consegna prevista e rischio ritardo per ogni ordine.
Benefici operativi e impatto sull’organizzazione
Quando il flusso diventa visibile in modo affidabile, gli effetti pratici sono concreti e misurabili. Il planner smette di rifare il piano più volte al giorno perché vede in anticipo cosa sta rallentando e può intervenire prima che il problema si propaghi. Il WIP si riduce, perché si evita di immettere in produzione lavori che poi restano fermi in attesa di qualcosa. La puntualità di consegna migliora, non perché si lavori di più, ma perché si reagisce prima e con informazioni corrette. Il customer service è in grado di rispondere ai clienti con dati attendibili, senza dover ogni volta avviare un’indagine interna.
Si riduce drasticamente il tempo speso in coordinamento manuale: meno telefonate, meno giri in reparto, meno riunioni che servono solo a ricostruire lo stato delle cose. Gli operatori vengono interrotti meno e possono concentrarsi sul lavoro. Il management passa da una modalità di gestione reattiva, in cui si rincorrono i problemi, a una gestione per eccezioni, in cui ci si concentra solo sui casi che richiedono davvero un intervento.
Sintesi dei benefici per area
| Area | Cosa cambia operativamente | Impatto atteso |
|---|---|---|
| Planning | Meno ripianificazioni quotidiane, anticipo dei rallentamenti | Riduzione tempo speso in ripianificazione |
| Produzione | Meno interruzioni agli operatori, flusso più stabile | Riduzione WIP, recupero capacità |
| Customer Service | Risposte certe al cliente senza giri interni | Migliore qualità del servizio |
| Logistica interna | Meno ricerca fisica di bancali e componenti | Riduzione tempi morti |
| Management | Gestione per eccezioni invece che per emergenze | Decisioni basate su dati reali |
| Capacità | Meno ordini fermi inutilmente lungo il flusso | Capacità aggiuntiva senza nuove macchine |
Il beneficio più rilevante sul piano economico è probabilmente l’ultimo: si recupera capacità produttiva senza investimenti in nuove macchine. Non perché gli impianti lavorino di più, ma perché gli ordini smettono di stare fermi inutilmente lungo il flusso. In un settore come quello delle valvole, dove la complessità di prodotto e di processo è destinata ad aumentare, governare il flusso fisico non è più un tema di efficienza marginale: è la condizione per restare competitivi sui tempi di consegna e sul servizio al cliente.