
Why do companies buy a MES and never actually use it?
26 May 2026You walk into a job shop factory. Metal fabrication, precision machining, special components — the sector doesn’t matter. They say they have a MES. They bought it, configured it, trained the staff. Then you talk to the people on the shop floor and find out that order progress is tracked on a shared Excel file, updated by hand twice a day. Or verbally, at the 8 o’clock morning meeting.
The MES is there. But nobody really uses it.

The usual suspect: resistance to change
The classic explanation is: resistance to change. Operators don’t adapt, more training is needed, more discipline, it’s a company culture problem.
Maybe. But when you see the same thing happen in dozens of different factories, with different people, different sectors, and different MES vendors, you start to wonder. Maybe it’s not the people. Maybe it has to do with the type of production these systems are being used for.
What actually happens on the shop floor
Let’s look at what happens in a job shop factory with high product variability, small batches, and flows that change constantly.
An order enters production. It should follow a defined cycle, moving from one phase to the next according to a planned sequence. The MES is designed for exactly this: recording the start and end of every operation, on every machine, for every order.
The problem is that in a high-mix, low-volume factory that linear sequence almost never plays out as planned. The order arrives at the next department but the machine is busy with an urgent job that came in the meantime. The part gets set aside. It sits there for a day, sometimes two. Nobody declares it in the system because there is nothing to declare: the order is not being processed, it is waiting. And the MES has no field for waiting.
Then a call comes in from the sales team. The customer has moved the delivery date forward. The department manager changes the priorities. He moves that order ahead, pushes another one back. He does it verbally, or with a message. He doesn’t do it in the MES, because rewriting the sequence in the system would take time he doesn’t have. And anyway, in two hours everything might change again.
At the end of the day someone enters the hours worked. But the data is already stale. It captures what happened, not what is happening. And above all it says nothing about where the orders are right now, how long they have been stalled, or why.
Anatomy of a typical day
To understand why the MES gets bypassed, you just need to reconstruct what happens on any given morning.
7 am
The plan is already out of date before the day begins. The schedule says order 4712 should go to milling. But the machine is still busy with an urgent job from the day before that nobody closed in the system.
9 am
The call comes in. The sales rep calls: the customer for order 4780 has moved the delivery up by a week. It needs to jump the queue. The department manager reprioritizes verbally.
11 am
The order disappears into limbo. Order 4712, bumped down the queue, ends up on a cart between two departments. It’s not in queue, it’s not being processed. In the MES it doesn’t exist. In reality, it’s stalled and nobody knows it.
2 pm
The chase begins. The production manager does a round of the departments to find out where the critical orders stand. Two phone calls, a message, a vague reply. He reconstructs the situation from memory and updates his Excel file.
5 pm
The data arrives. Already stale. Operators declare their hours worked at end of shift. The MES updates, but it captures the past. It doesn’t say where the orders are now, which ones are stalled, or for how long.
Tomorrow the same day repeats. With different orders, different urgent jobs, and the same workarounds.
Where MES systems come from
It is worth remembering the context in which MES systems were born. Stable, repetitive production flows. Automotive, pharma, food. The product is the same for weeks, the cycle is defined, the sequence predictable. In that world, declaring the start and end of every operation makes sense, because the flow is regular and every deviation is an exception.
In job shop manufacturing, regular flow is the exception. Variability is the norm. Every order potentially follows a different path. Priorities are constantly being redefined. Bottlenecks shift from one department to another depending on the mix of active orders at any given moment.
In this context, asking an operator to stop, open a terminal, select the order, declare the operation, close it, and repeat for every phase becomes a disproportionate cost relative to the value it delivers. It’s not laziness. It’s common sense. The system demands a declarative discipline that doesn’t hold up when everything moves fast and unpredictably.
So people find workarounds. Excel. The whiteboard. The morning meeting. Not because they are better tools, but because they adapt. You can change an Excel sheet in five seconds. You can update a whiteboard on the fly. A MES, you can’t.
| Where MES systems were born | Where they struggle / get bypassed | |
|---|---|---|
 |  | |
| Typical sectors | Automotive, consumer electronics, food & beverage, packaging | Railway, marine/yacht, precision machining, aerospace |
| Volumes | High volumes | Low volumes |
| Variety | Standard products, few variants | Many variants, often unique |
| Demand | Predictable, plannable | Market-driven, low visibility |
| Production mix | Stable over time | Constantly changing |
| Flows | Linear and sequential | Variable, non-linear |
| Processing sequence | Defined and repetitive | Changes for each batch/order |
The invisible time
There is a less obvious aspect to this.
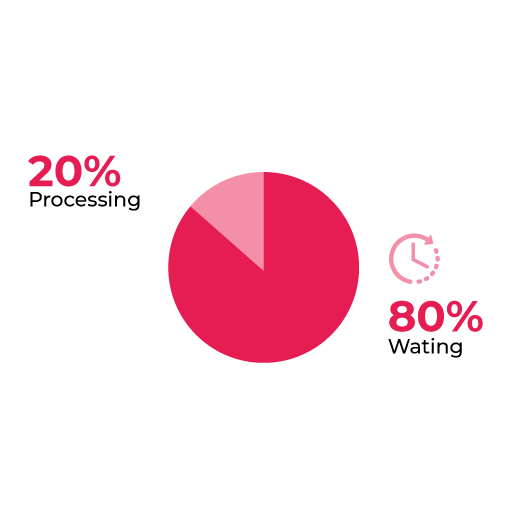
When a MES gets bypassed, the data that is lost is not just the operation’s progress. It is visibility into what is happening to the order. And in job shop manufacturing, most of an order’s throughput time is not processing. It is waiting. The order queuing in front of a machine. The work in progress waiting for a quality check. The part waiting for a component from another department.
This time is enormous. In many factories it is 80% of total lead time. And it is almost completely invisible. The MES tracks operations, not queues. The ERP records milestones after the fact. Neither one sees what happens between one phase and the next.
The result is that the factory looks busy. The machines are occupied, the hours get declared. But orders don’t progress as they should, deliveries slip, and nobody can quite figure out where time is being lost.

The underlying question
Perhaps the issue is not finding a better MES, or doing more training. It is recognizing that we are using tools designed to govern machines in contexts where the critical variable has become something else: the physical flow of orders and their throughput time.
As long as we measure how hard the resources are working instead of how fast orders are moving through the factory, we will keep managing production with a model that doesn’t match what actually happens on the shop floor. And people will keep finding their workarounds, not to sabotage the system, but to keep things running.
The real question is: what would happen if you had continuous visibility into where every order is, how long it has been stalled, and why — without asking anything of the people working on the floor?
And that is the question we started from when we built Komete.

If you want to learn more about our approach to production management based on the physical flow of orders
