
Perché i MES vengono comprati e mai utilizzati?
14 Aprile 2026Entri in una fabbrica che produce su commessa. Carpenteria, meccanica di precisione, componentistica speciale, non importa il settore. Dicono che hanno un MES. Lo hanno comprato, configurato, formato le persone. Poi parli con chi lavora in reparto e scopri che l’avanzamento degli ordini viene tracciato su un foglio Excel condiviso, aggiornato a mano due volte al giorno. Oppure a voce, nella riunione delle 8 del mattino.
Il MES c’è. Ma nessuno lo usa davvero.

Il solito sospetto: la resistenza al cambiamento
La spiegazione classica è: resistenza al cambiamento. Gli operatori non si adattano, serve più formazione, serve più disciplina, è un problema di cultura aziendale.
Può darsi. Ma quando vedi la stessa cosa succedere in decine di fabbriche diverse, con persone diverse, settori diversi e fornitori MES diversi, qualche dubbio ti viene. Magari non sono le persone. Magari c’entra il tipo di produzione per cui questi sistemi vengono usati.
Cosa succede davvero in reparto
Proviamo a guardare cosa succede in una fabbrica che lavora su commessa, con alta variabilità di prodotto, piccoli lotti e flussi che cambiano continuamente.
Un ordine entra in produzione. Dovrebbe seguire un ciclo definito, passare da una fase all’altra secondo una sequenza pianificata. Il MES è progettato per questo: registrare l’inizio e la fine di ogni operazione, su ogni macchina, per ogni ordine.
Il problema è che in una fabbrica high-mix, low-volume quella sequenza lineare quasi mai si realizza come previsto. L’ordine arriva al reparto successivo ma la macchina è occupata da un’urgenza entrata nel frattempo. Il pezzo viene messo da parte. Resta lì un giorno, a volte due. Nessuno lo dichiara nel sistema perché non c’è niente da dichiarare: l’ordine non è in lavorazione, è in attesa. E il MES non ha un campo per l’attesa.
Poi arriva una telefonata dal commerciale. Il cliente ha anticipato la consegna. Il responsabile di reparto cambia le priorità. Sposta quell’ordine avanti, ne arretra un altro. Lo fa a voce, o con un messaggio. Non lo fa nel MES, perché riscrivere la sequenza nel sistema richiederebbe tempo che non ha. E comunque tra due ore potrebbe cambiare di nuovo tutto.
A fine giornata qualcuno inserisce le ore lavorate. Ma il dato è già vecchio. Fotografa cosa è successo, non cosa sta succedendo. E soprattutto non dice nulla su dove si trovano gli ordini adesso, da quanto sono fermi, e perché.
Anatomia di una giornata-tipo
Per capire perché il MES viene aggirato, basta ricostruire quello che succede in una mattinata qualsiasi.
ore 7
La pianificazione parte già superata. Il piano dice che l’ordine 4712 deve andare in fresatura. Ma la macchina è ancora impegnata su un’urgenza del giorno prima che nessuno ha chiuso nel sistema.
ore 9
Arriva la telefonata. Il commerciale chiama: il cliente dell’ordine 4780 ha anticipato la consegna di una settimana. Serve farlo passare avanti. Il capo reparto sposta le priorità a voce.
ore 11
L’ordine sparisce nel limbo. Il 4712, scavalcato, finisce su un carrello tra due reparti. Non è in coda, non è in lavorazione. Nel MES non esiste. Nella realtà, è fermo e nessuno lo sa.
ore 14
La rincorsa. Il responsabile di produzione fa il giro dei reparti per capire a che punto sono gli ordini critici. Due telefonate, un messaggio, una risposta vaga. Ricostruisce la situazione a memoria e aggiorna il suo Excel.
ore 17
Il dato arriva. Già vecchio. Gli operatori dichiarano le ore lavorate a fine turno. Il MES si aggiorna, ma fotografa il passato. Non dice dove sono gli ordini adesso, né quali sono fermi, né da quanto.
Domani la stessa giornata si ripete. Con ordini diversi, urgenze diverse e le stesse scorciatoie.
Da dove vengono i MES
Vale la pena ricordare il contesto in cui i MES sono nati. Flusso produttivo stabile e ripetitivo. Automotive, farmaceutica, food. Il prodotto è lo stesso per settimane, il ciclo è definito, la sequenza prevedibile. In quel mondo dichiarare inizio e fine di ogni operazione ha senso, perché il flusso è regolare e ogni deviazione è un’eccezione.
Nella produzione su commessa il flusso regolare è l’eccezione. La norma è la variabilità. Ogni ordine ha un percorso potenzialmente diverso. Le priorità si ridefiniscono in continuazione. I colli di bottiglia si spostano da un reparto all’altro a seconda del mix di ordini attivi in quel momento.
In questo contesto, chiedere a un operatore di fermarsi, aprire un terminale, selezionare l’ordine, dichiarare l’operazione, chiuderla, e ripetere per ogni fase, diventa un costo sproporzionato rispetto al valore che ne ricava. Non è pigrizia. È buon senso. Il sistema chiede una disciplina dichiarativa che non regge quando tutto si muove velocemente e in modo imprevedibile.
Così le persone trovano scorciatoie. L’Excel. La lavagna. La riunione del mattino. Non perché siano strumenti migliori, ma perché si adattano. Un foglio Excel lo cambi in cinque secondi. Una lavagna la aggiorni al volo. Un MES no.
| Dove nascono i MES | Dove fanno fatica / vengono aggirati | |
|---|---|---|
 |  | |
| Settori tipici | Automotive, elettronica di consumo, food & beverage, packaging | Ferroviario, nautica/yacht, meccanica di precisione, aerospace |
| Volumi | Alti volumi | Bassi volumi |
| Varietà | Prodotti standard, poche varianti | Tante varianti, spesso unici |
| Domanda | Prevedibile, pianificabile | Guidata dal mercato, poca visibilità |
| Mix produttivo | Stabile nel tempo | Cambia continuamente |
| Flussi | Lineari e sequenziali | Variabili, non lineari |
| Sequenza lavorazioni | Definita e ripetitiva | Cambia per ogni lotto/ordine |
Il tempo invisibile
C’è poi un aspetto meno evidente.
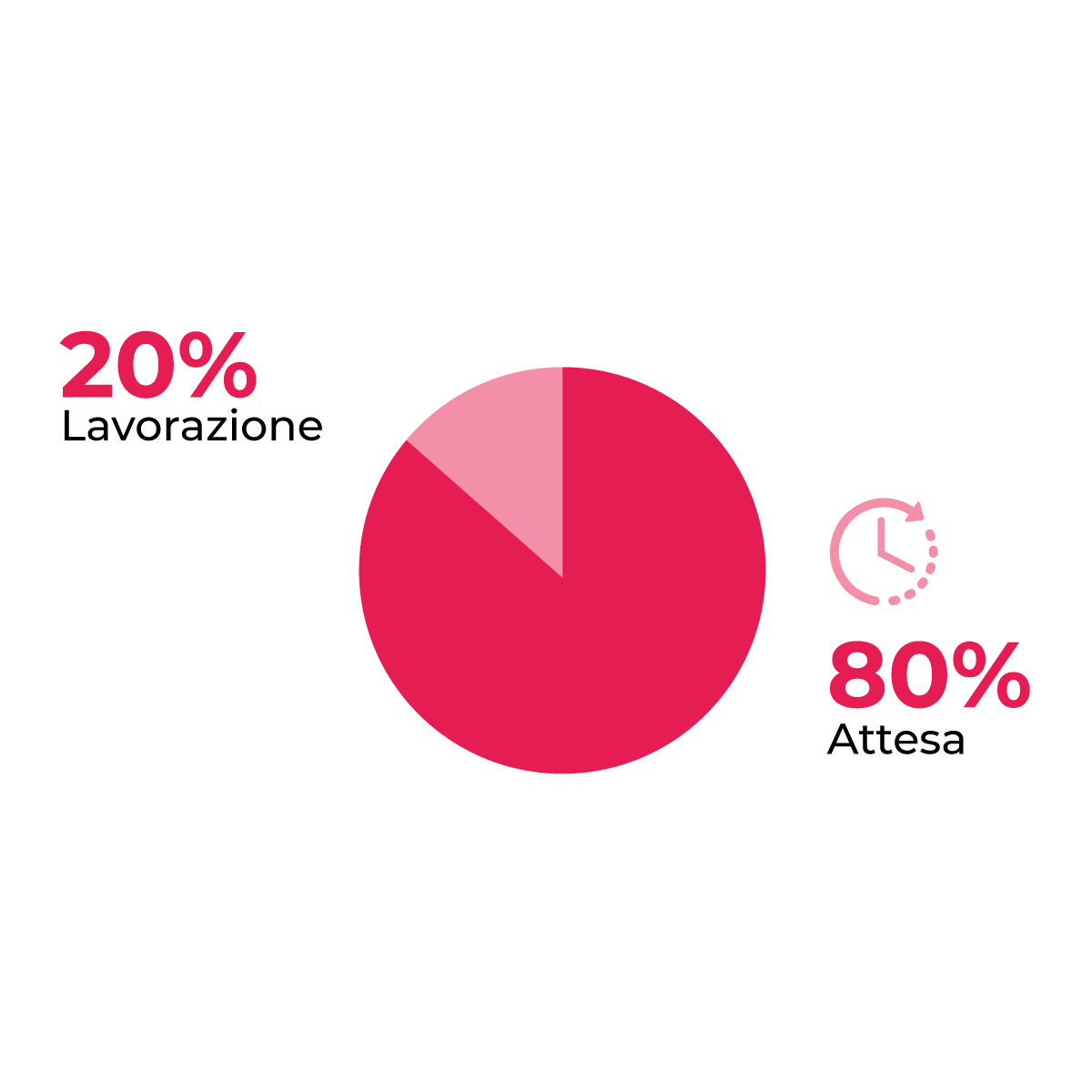
Quando un MES viene aggirato, il dato che si perde non è solo l’avanzamento dell’operazione. È la visibilità su cosa sta succedendo all’ordine. E nella produzione su commessa, la maggior parte del tempo di attraversamento di un ordine non è lavorazione. È attesa. L’ordine in coda davanti a una macchina. Il semilavorato che aspetta un controllo qualità. Il pezzo che attende un componente da un altro reparto.
Questo tempo è enorme. In molte fabbriche è l’80% del lead time totale. Ed è quasi completamente invisibile. Il MES traccia le operazioni, non le code. L’ERP registra le milestone a consuntivo. Nessuno dei due vede cosa succede tra una fase e l’altra.
Il risultato è che la fabbrica sembra lavorare tanto. Le macchine sono occupate, le ore vengono dichiarate. Ma gli ordini non avanzano come dovrebbero, le consegne slittano, e nessuno riesce a capire bene dove si perde tempo.

La domanda di fondo
Forse la questione non è trovare un MES migliore, né fare più formazione. È riconoscere che stiamo usando strumenti pensati per governare le macchine in contesti dove la variabile critica è diventata un’altra: il flusso fisico degli ordini e il loro tempo di attraversamento.
Finché misuriamo quanto lavorano le risorse invece di quanto velocemente gli ordini attraversano la fabbrica, continueremo a gestire la produzione con un modello che non corrisponde a quello che succede in reparto. E le persone continueranno a trovare le loro scorciatoie, non per sabotare il sistema, ma per mandare avanti la baracca.
La vera domanda è: cosa succederebbe se avessi visibilità continua su dove si trova ogni ordine, da quanto è fermo e perché, senza chiedere nulla a chi lavora in reparto?
Ed è la domanda da cui siamo partiti per costruire Komete.